
Investigating bandsawn veneers

Using thin commercial veneer does have its pros and cons. The grain is contiguous from one leaf to the next, which means that it’s relatively easy to match. It can be cut easily for complicated patterns and without doubt a scalpel and ruler is by far the easiest way, but unless the scalpel is held at approximately 10° from the vertical, the joints won’t butt together accurately, owing to the double bevel on the blade.
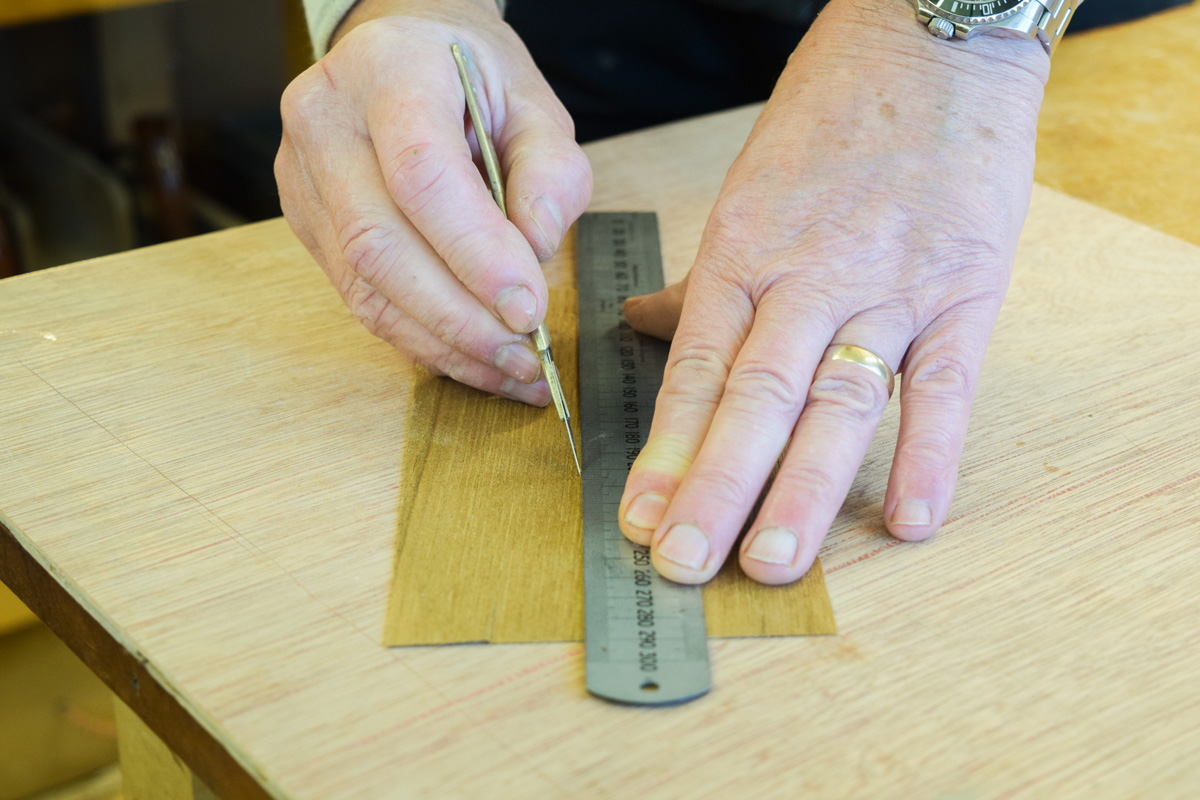
I have joined veneer this way but without a great deal of success and this method wasn’t encouraged when I was working in the trade. Instead we used a single bevel knife held vertically against a thick, true edge which, with some care, would then produce a square edge on the veneer.

One of the biggest disadvantages of commercial veneer is its thinness. At 0.6mm thick it can be sanded quite well, but if the sanding block is used too enthusiastically, the substrate will magically appear in record time, as I once witnessed some years ago on the top a very, very expensive chest of drawers. What the eventual fix was, I have no idea, but it seemed to me at the time that the piece was ruined as it was in the last stages of detail sanding before it went off to be finished.
Contrast this thin commercial veneer with 2mm or even 3mm bandsawn stuff. It too has its pros and cons; the main disadvantage being that you’ve actually got to make each leaf individually, which is time consuming and a bit of a faff.
The process is simple but takes some effort. Firstly, it’s crucial that the bandsaw is set up correctly and if stock is deep sawn to produce wide veneers, it’s a given that a brand spanking new blade must be used. I use our own Axminster Ground Tooth blades which have thus far proved excellent. It’s also highly recommended to make a deep auxiliary fence to give more support to the timber.
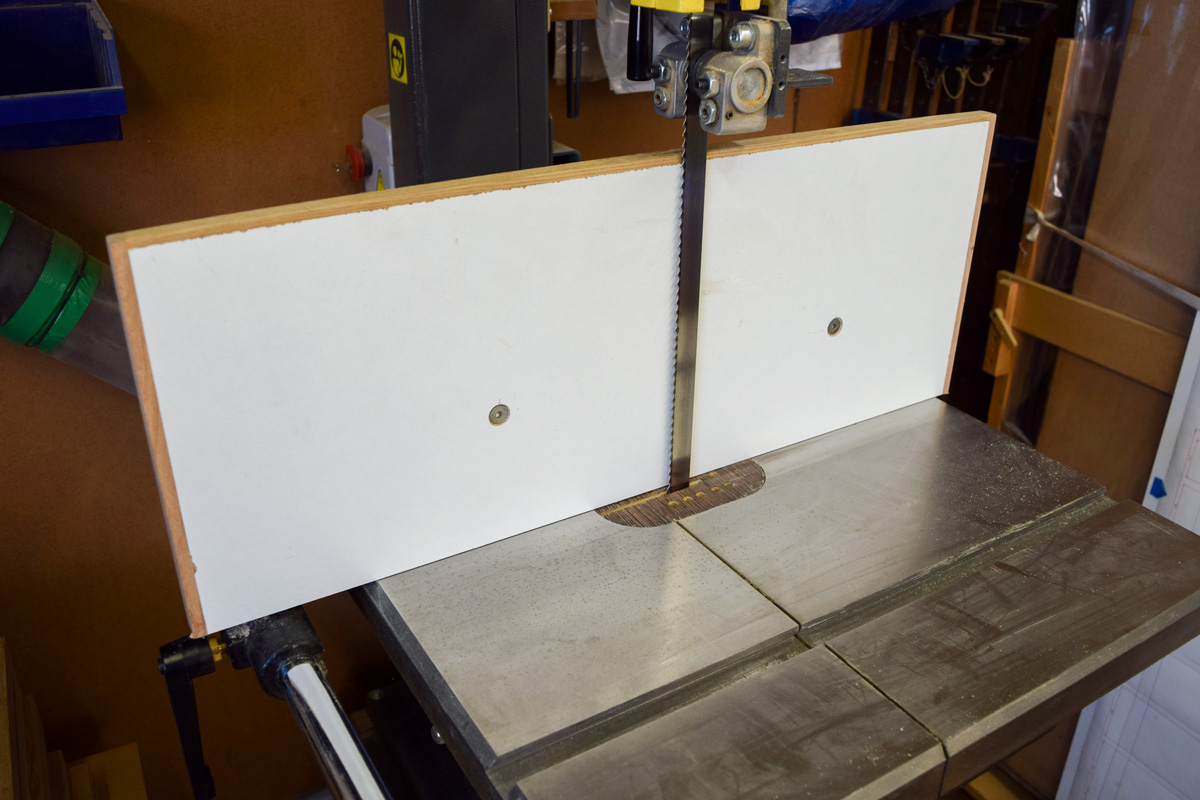
Secondly, the block of timber should have one face or edge planed flat, which needs to be repeated each time a slice is taken, so veneers end up with one side planed and the other sawn. Provided the veneer is sufficiently thick, it’s then possible to pass the sawn face back through the thicknesser, though anything less than 3mm in my Jet 260 stands a distinct chance of being chewed up into a million tiny pieces. Ideally, the veneer should be passed through a drum sander to bring it to an even thickness. It’s well nigh impossible to knife cut a 2mm or 3mm thick veneer, so it has to be joined using a veneer shoot as indicated in the last AxBlog.
Book matching veneers is more difficult as the grain pattern can shift quite dramatically from one leaf to the next, so the best approximation to the match is the one that usually works. Additionally, a lot of wood ends up as either sawdust or planer chippings, so the technique is quite wasteful. It’s also quite evident that the edges can easily be seen when a thick slab of veneer has been laid, for example, on the edge of a shelf or cabinet. This can be overcome to a large extent by careful selection of the lippings and how they are applied.

The principal advantage of using this sort of veneer is that once down, it can be treated as solid wood, and planed and polished with no danger of a dreaded ‘sand through’. There will also be a complete colour match if the veneer is produced from the same material as the rest of the construction.
Next time, I’ll be examining different ways to glue veneer to the substrate and how to clean up the surface afterwards, but in the meantime if there are any questions or queries, as ever, please leave them below.



